G02- Cắt đường (cung) tròn theo chiều kim đồng hồ
Hướng dẫn sử dụng G02
G02- Cắt theo đường tròn, dao cắt chuyển động thuận chiều kim đồng hồ
Cần thiết phải xác định mặt phẳng làm việc, chẳng hạn G17 đối với mặt phẳng XY.
Có 2 cách sử dụng với lệnh G02: Sử dụng tham số I&J hoặc tham số R
G02 X...Y...I...J... (
hoặc G02 X...Y...R...)
Trong đó X...Y... là tọa độ điểm cuối đường tròn, cung tròn hay cung.
Vậy điểm đầu của cung tròn khi thực hiện lệnh G02 nằm ở đâu? Tọa độ đầu của cung tròn trong lệnh G02 chính là tọa độ hiện thời của đầu dao!
Cách 1: Sử dụng I...J...
N0010 G17(Chọn mặt phẳng XY)
N0020 G0 X10.0 Y0.0(Đây chính là tọa độ đầu của cung tròn trong lệnh G02 kế sau: 10,0)
N0030 G02 X10.0 Y0.0 I-10.0 J0.0
(Kết quả lệnh trên sẽ cắt một vòng tròn tâm (0,0), điểm đầu (2,0) trùng điểm cuối!)
Giải thích:
- Tọa độ đầu cung tròn: được xác định trong lệnh N0020 (là tọa độ hiện thời ngay trước lệnh G02: XY(2,0)
- Tọa độ tâm đường tròn được xác định X hiện thời + I, Y hiện thời + J = (2-2, 0+0) = (0,0)
- Vì điểm cuối trong lệnh G02 (dòng N0030) là (2,0) trùng với tọa độ trong lệnh N0020 nên lệnh G02 sẽ cắt một vòng tròn.
Thí dụ: G02 cắt 1/4 cung tròn tâm (0,0), điểm đầu (0,2) điểm cuối (2,0). IJ= tọa độ tâm - tọa độ đầu
N0010 G17
N0020 G0 X0.0 Y2.0(Xác định điểm đầu)
N0030 G02 X2.0 Y0.0 I0 J-2(IJ=tọa độ tâm - điểm đầu)
Thí dụ: G02 cắt 1 cung tròn tâm (1,1), điểm đầu (0,2) điểm cuối (2,0). IJ= (1,1)-(0,2)=1,-1
N0010 G17
N0020 G0 X0.0 Y2.0
N0030 G02 X2.0 Y0.0 I1.0 J-1.0
Thí dụ: G02 cắt 1 cung tâm (0,1), điểm đầu (0,2) điểm cuối (2,0). IJ= (0,1)-(0,2)=0,-1
N0010 G17
N0020 G0 X0.0 Y2.0
N0030 G02 X2.0 Y0.0 I0.0 J-1.0
(Vì khoảng cách tâm đến điểm đầu và điếm cuối khác nhau lệnh G02 sẽ cắt một cung không tròn!)
Cách 2: Sử dụng R
Khi sử dụng R, tâm, đường tròn sẽ nằm trên đường trung trực nối hai điểm đầu và cuối. Nếu R < 1/2 khoảng cách điểm đầu và điểm cuối thì mach3 lấy R bằng 1/2 khoảng cách điểm đầu và cuối để tạo cung tròn. Sử dụng R luôn tạo các cung tròn.
N0010 G17
N0020 G0 X0.0 Y2.0
N0030 G02 X2.0 Y0.0 R2
N0030: Cắt cung tròn từ điểm đầu (0,2) đến điểm cuối (2,0) bán kính R2. Lệnh N0030 tương đương với:
N0030 G02 X2.0 Y0.0 I0 J-2
Vậy bán kính đường tròn và tâm được xác định thông qua tọa độ hiện tại của đầu dao. Thí dụ tọa độ hiện tại của đầu dao là (X,Y)=(1.0, 2.0), cũng là điểm cắt xuất phát khi thực hiện câu lệnh G02. Xác định tâm vòng tròn: từ giá trị I5.0 J0.0 ta có tâm đường tròn lệch so với điểm hiện tại dương 5 theo trục X và lệch 0 theo trục Y, tức là tọa độ hiện tại (1.0,2.0) + tọa độ IJ(5.0, 0.0) = Tọa độ tâm đường tròn (6.0, 2.0)
>
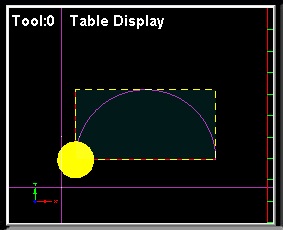
G17
G0 X1.0 Y2.0 (vị trí điểm màu vàng là điểm bắt đầu X1 Y2)
G02 X11.0 Y2.0 I5.0 J0.0
(vị trí điểm cuối là điểm mút cung tròn phía bên phải của hình bên)
Vậy nếu thay đổi một chút, thí dụ: G02 X9.0 Y2.0 I5.0 J0.0 thì câu lệnh sẽ bị lỗi. Muốn thực hiện cắt cả đường tròn ta cần thay đổi điểm kết thúc trùng với tọa độ hiện thời, như sau: G02 X1.0 Y2.0 I5.0 J0.0
>
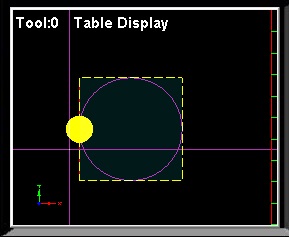
G17
G0 X1.0 Y2.0
G02 X1.0 Y2.0 I5.0 J0.0
Bạn cũng có thể sử dụng câu lệnh như sau để cắt nửa đường tròn: G2 X11 Y2 R5
>
G17
G0 X1.0 Y2.0
G2 X11 Y2 R5
Ứng dụng lệnh G02 phay ren trong (ren trái, phay từ dưới lên trên). Trường hợp phay ren trong phải thì sử dụng G03:
>
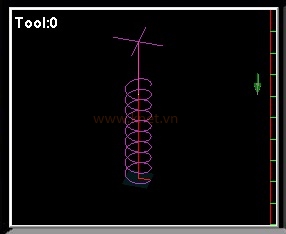
G0 z5
G0 x0 y0
G0 z-8
G0 x1
G2 x1 y0 z-7 i-1 j0
G2 x1 y0 z-6 i-1 j0
G2 x1 y0 z-5 i-1 j0
G2 x1 y0 z-4 i-1 j0
G2 x1 y0 z-3 i-1 j0
G2 x1 y0 z-2 i-1 j0
G2 x1 y0 z-1 i-1 j0
G2 x1 y0 z0 i-1 j0
G2 x1 y0 z1 i-1 j0
Keywords: Huong dan su dung G02; Hướng dẫn sử dụng G02; G02 voi IJ; G02 với IJ; G02 voi R; G02 với R;

