Vì cú pháp của G03 giống với G02, nên chi tiết cách sử dụng G03 xem trong G02.
Có 2 cách sử dụng với lệnh G03: Sử dụng tham số I...J... và tham số R
G03 X...Y...I...J...
G03 X...Y...R...
X...Y... là tọa độ điểm cuối đường tròn, cung tròn hay cung.
Vậy điểm đầu của cung tròn khi thực hiện lệnh G03 nằm ở đâu? Tọa độ đầu của cung tròn trong lệnh G03 chính là tọa độ hiện thời của đầu dao!
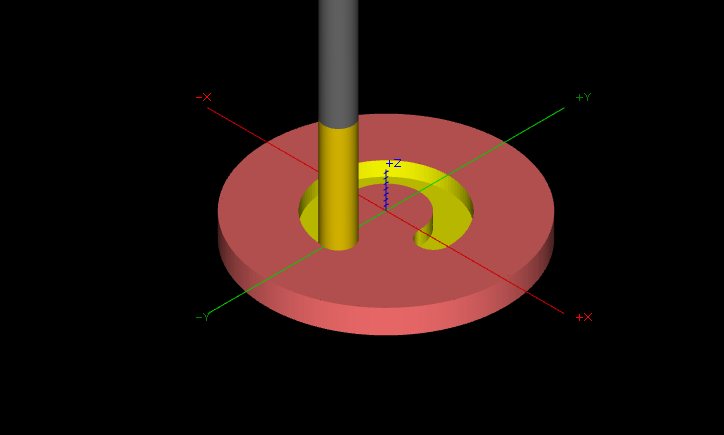
G03 Cắt cung tròn ngược chiều kim đồng hồ
Thí dụ:
G17
G0 X10.0 Y0
G03 X10.0 Y0 I-10.0 J0.0
G0 X10.0 Y0
G03 X10.0 Y0 I-10.0 J0.0