G16
G00 X...Y...
G01 X...Y...
G15
- Sử dụng G16 để chuyển sang tọa độ cực.
- Sử dụng G15 để thoát tọa độ cực.
Khi chuyển sang sử dụng G16, các tham số XY của lệnh G00 và G01 sẽ thay đổi như sau:
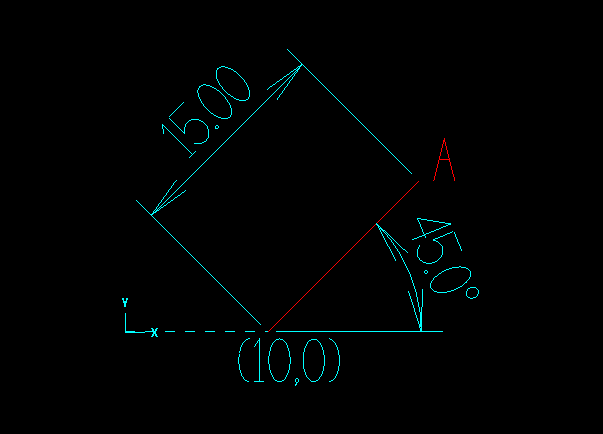
G00 X10 Y45 trong đó X biểu thị bán kính và Y biểu thị tạo độ góc:
- X10: 10 là bán kính vòng tròn có tâm là tọa độ hiện tại đầu dao.
- Y45: Góc tạo bởi điểm đích trên đường tròn và tạo với trục hoành 45 độ.
Thí dụ cắt từ điểm (10,0) tới điểm A được xác định bằng tọa độ cực, như sau:
G00 X0 Y0
G01 Z-5
G01 X10
G16 G01 X15 Y45
G01 Z-5
G01 X10
G16 G01 X15 Y45
G16 Chuyển sang tọa độ cực: G16 G01 X15 Y45
Thí dụ: Sử dụng tọa độ cực để khoan (lệnh G83) các lỗ trên 1 vòng tròn (cách nhau 60 độ)
G15
G00 X30 Y0(Tâm vòng tròn)
G16(Chuyển sang tọa độ cực)
G01 Y0(Lỗ bên phải)
G83 Z-10
G01 Y0(Lỗ bên phải)
G83 Z-10
G01 Y60(Lỗ tại 60 độ)
G83 Z-10
G01 Y120
G83 Z-10
G01 Y180
G83 Z-10
G01 Y240
G83 Z-10
G15(Thoát tọa độ cực)
G00 X30 Y0
G16
G01 Y0
G83 Z-10
G01 Y0
G83 Z-10
G01 Y60
G83 Z-10
G01 Y120
G83 Z-10
G01 Y180
G83 Z-10
G01 Y240
G83 Z-10
G15
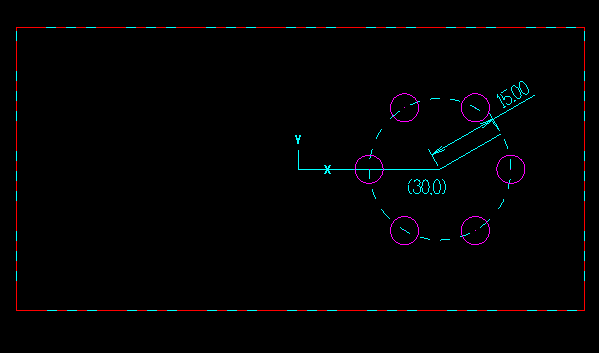
Sử dụng tọa độ cực để khoan các lỗ trên vòng tròn