M98 P... L...
Tên chương trình (bao gồm cả chương trình con và chương trình chính trong Mach3 bắt đầu bằng chữ O và 4 chữ số: O1234 hay O0201
M99
-
Trong đó:
- M98: Gọi chương trình con
- P...: Số nhận diện chương trình con (tên chương trình)
- L...: Số lần thực hiện chương trình con
- M99: Lệnh đánh dấu kết thúc chương trình con
O0100 (Tên chương trình con 0100)
...
(Nội dung chương trình con)
...
M99(Lệnh kết thúc chương trình con, trở về chương trình gọi)
...
(Nội dung chương trình con)
...
M99
O0001 (Tên chương trình chính 0001)
(Nội dung chương trình chính)
...
M98 P0100 L2(Gọi chương trình con 0100 với số lần gọi là 2)
M30
(Nội dung chương trình chính)
...
M98 P0100 L2
M30
Đánh vào nội dung trong 1 file NC:
%
O0001(Chương trình chính 0001)
M3 S1200 F500
G00 G90 G17 G54 G40 G49 G80
G00 Z25
G00 X0 Y0
M98 P0201(Gọi chương trình con 0201)
G00 X10
M98 P0201(Gọi chương trình con 0201)
M30
O0201(Nội dung chương trình con 0201)
G01 Z-2 F50
G12 I3
G00 Z25
M99
%
O0001
M3 S1200 F500
G00 G90 G17 G54 G40 G49 G80
G00 Z25
G00 X0 Y0
M98 P0201
G00 X10
M98 P0201
M30
O0201
G01 Z-2 F50
G12 I3
G00 Z25
M99
%
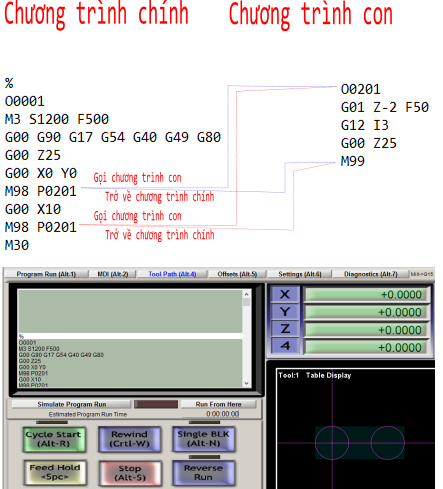
Hình ảnh chương trình chính O0001 gọi chương trình con O0201