G73 Z... Q... R... F... S...
G83 Z... Q... R... F... S...
- Z: Chiều sâu khoan
- Q: Chiều sâu mỗi lần tiến mũi khoan
- R: Chiều cao rút mũi khoan khi kết thúc
- F: Tốc độ tiến mũi khoan
- S: Tốc độ quay trục chính
- Cùng là lệnh khoan gộp có bẽ gãy phoi
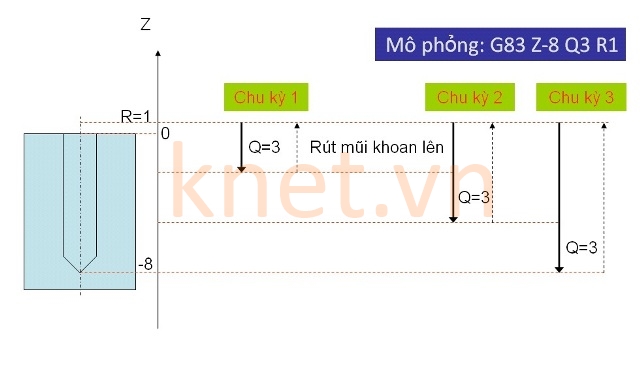
- G83 Thực hiện rút mũi khoan về chiều cao R sau mỗi lần tiến mũi khoan vì vậy nó lâu hơn nhưng áp dụng được cho mũi khoan có chiều cao lưỡi cắt nhỏ
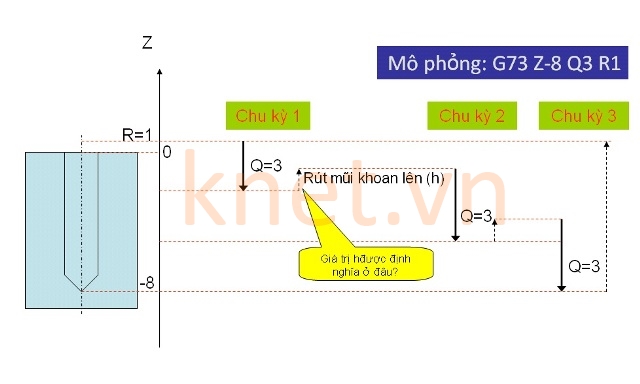
- G73 Rút mũi khoan về một khoảng nhỏ (giá trị trong G73 Puuback) cho mỗi lần tiến mũi khoan vì vậy nó khoan nhanh hơn nhưng chỉ áp dụng được cho mũi khoan có chiều cao lưỡi cắt lớn
- Khi mũi khoan đến hết chiều sâu cắt Z, cả 2 lệnh đều rút mũi khoan về khoảng cách phôi tại độ cao R
- Khi khoan nhiều lỗ liên tiếp, sử dụng G80 để thoát chế độ khoan gộp
M3 S1200
G83 Z-8 Q3 R1 F200
G83 Z-8 Q3 R1 F200
Giải thích:
- M3: Bật mô tơ trục chính
- S1200: Tốc độ quay trục chính 1200vòng/phút
- F200: Tốc độ ăn dao
- Z-8: Chiều sâu lỗ khoan sau khi hoàn thành
- Q3: Chiều sâu khoan tại mỗi chu kỳ khoan
- R1: Tọa độ rút mũi khoan trở lại khi mỗi chu kỳ (Z=1)
M3 S1200
G0 Z5
G0 X0 Y10
G73 Z-8 Q3 R1 F200(Khoan lỗ thứ nhất)
X10 Y10(Khoan lỗ thứ 2)
X10 Y0(Khoan lỗ thứ 3)
G80(Thoát chế độ khoan gộp)
G0 Z5
G0 X0 Y10
G73 Z-8 Q3 R1 F200
X10 Y10
X10 Y0
G80
Sơ đồ minh họa hoạt động G83 Z-8 Q3 R1 F200 S1200
Sơ đồ minh họa hoạt động G73 Z-8 Q3 R1 F200 S1200
Cài đặt giá trị (Pullback: h ) trong lệnh G73 trên Mach3
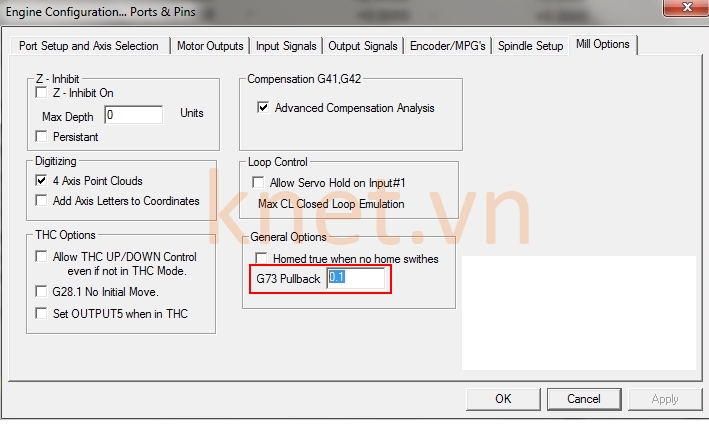
Mach3 G73 Pullback screen