G92 X...Y...Z...A...
Giả sử đầu dao đang có tọa độ X50 Y30 Z25, ta thực hiện lệnh sau:
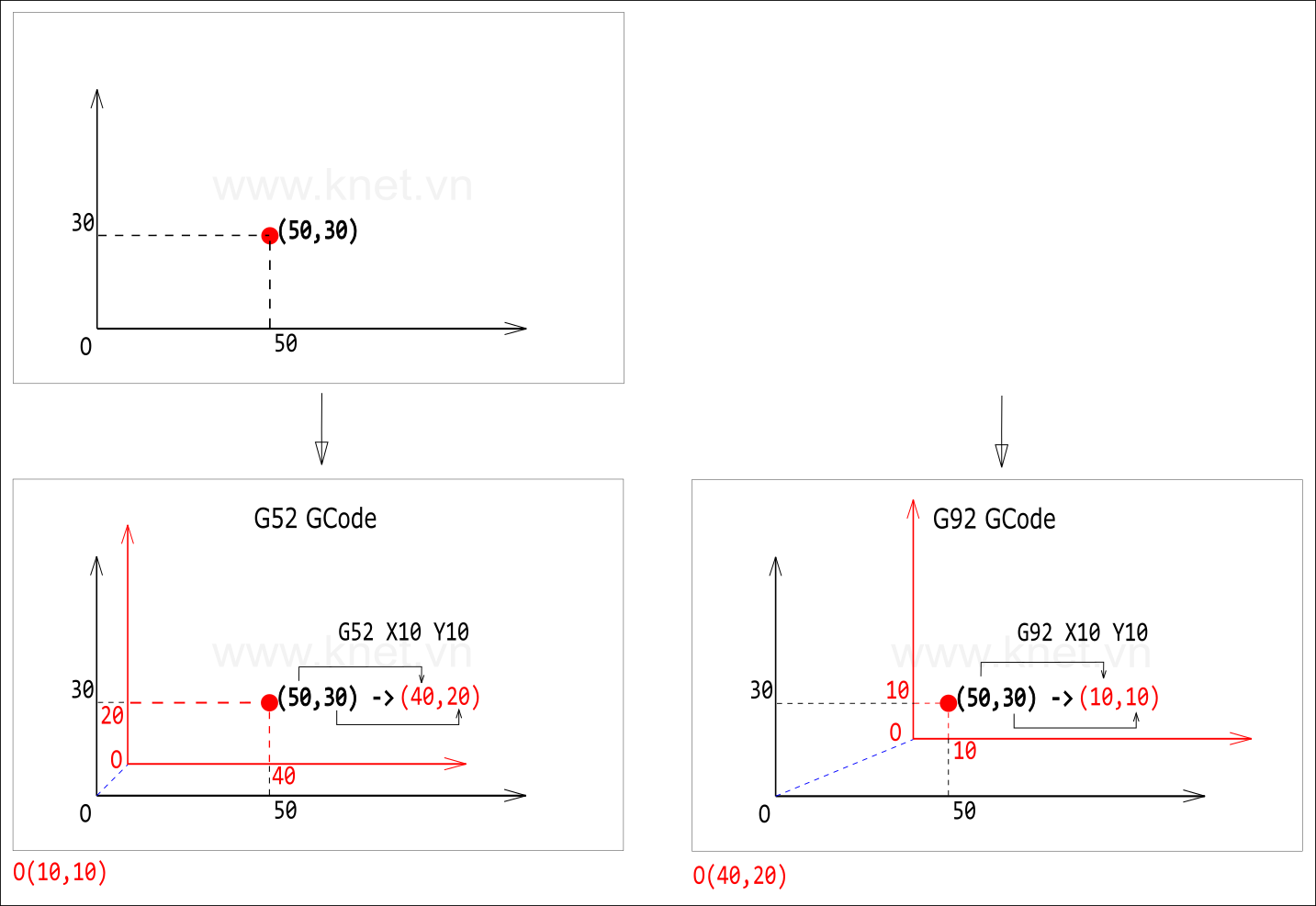
G92 X10 Y10
- Khi lệnh thực hiện bàn máy không di chuyển.
- Tọa độ X: Giá trị hiển thị thay đổi từ 50 -> 10 (do gốc tọa độ đã được dời tới điểm X40).
- Tọa độ Y: Giá trị hiển thị thay đổi từ 30 -> 10 (do gốc tọa độ đã được dời tới điểm Y20).
- Tọa độ Z: Không đổi.

G92 X10 Y10