Do lệnh G73 chỉ rút dao về giá trị R khi đã khoan xong, nên cần cài đặt khoảng rút dao nhanh trong Mach3.
G73 Z... Q... R... F... S...
Thực hiện như sau:
- Trong màn hình Mach3 vào Config
- Chọn Config> Ports & Pins
- Chọn tab [Mill Options]
- Trong khung [General Options] vào mục [G73 Pullback]
- Giá trị trong ô là khoảng rút dao về tại mỗi lần tiến mũi khoan. Vào giá trị mong muốn và ghi lại
- Nhận thấy giá trị vào bởi người dùng không được ghi lại khi thoát Mach3!
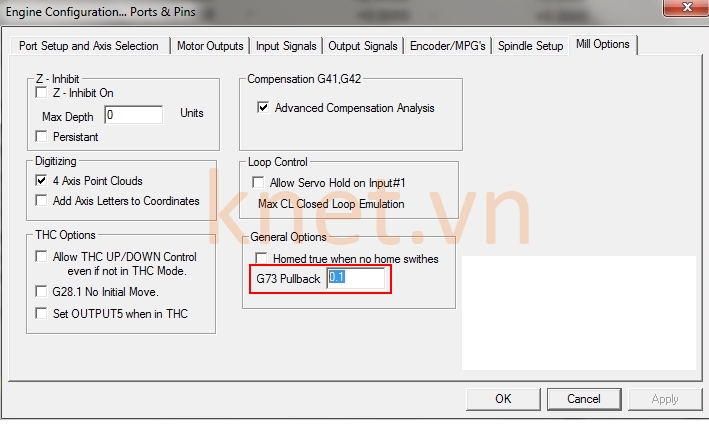
Mach3 G73 Pullback screen