Hai trường hợp thường gặp khi chương trình đang chạy bi ngưng:
- Do mất điện đột ngột, hoặc ngưng do một lỗi bất kỳ từ phần cứng hay phần mềm. Trường hợp này có thể bạn phải dò lại vị trí tương đối của đầu dao và phôi giống như lúc bắt đầu chạy (vì tọa độ đầu dao có thể Mach3 không kịp ghi lại tọa độ đầu dao ra file.
- Do người sử dụng chủ động dừng khi chưa chạy hết file NC. Trường hợp này đơn giản hơn nếu người sử dụng ghi lại trạng thái các tọa độ trước khi thoát Mach3 và khi chạy tiếp tại vị trí bị ngắt ta không cần dò lại tọa độ đầu dao so với phôi.
A) 4 Bước thực hiện
- Chọn dòng lệnh trong cửa sổ lệnh của chương trình
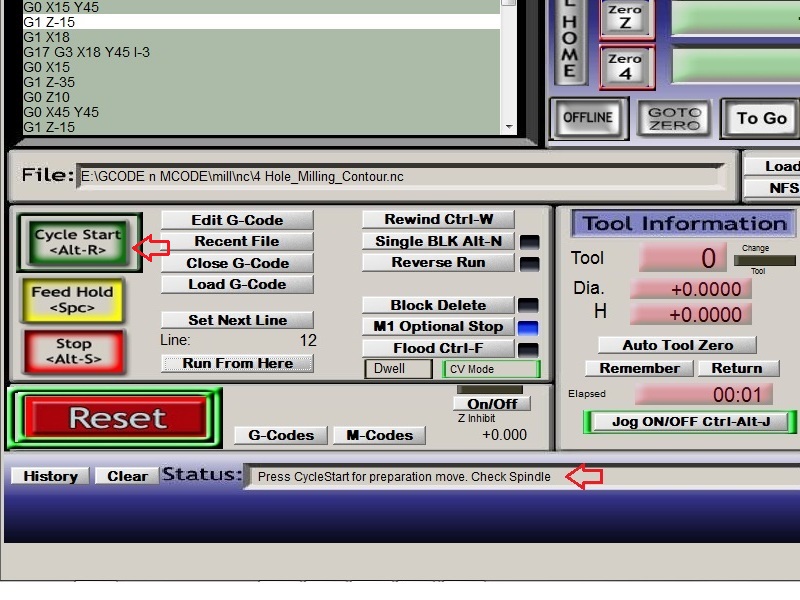
- Nhấn nút Run From Here
- Khi có thông báo: Press CycleStart for preparation move. Check Spindle thì nhấn CycleStart
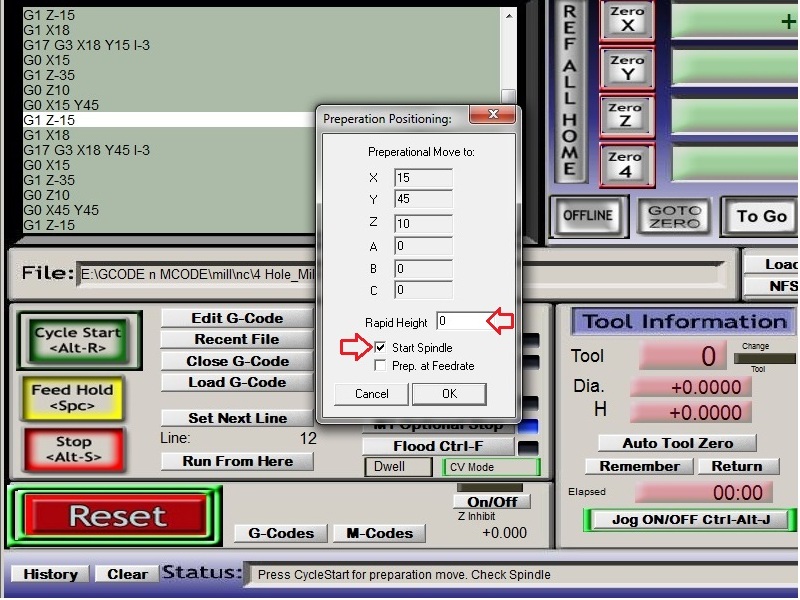
- Lựa chọn thông số tương ứng trong cửa số Preparation Positioning:, nhấn OK để bắt đầu chạy từ dòng lệnh đã lựa chọn
B) Các bước
1) Xác định vị trí của dòng lệnh cần thực hiện. Dùng chuột lựa chọn vào dòng lệnh tương ứng trong cửa sổ chương trình, khi thay đổi vị trí dòng lệnh thì giá trị trong Line cũng thay đổi tương ứng. Trong hình dưới chọn dòng lệnh.
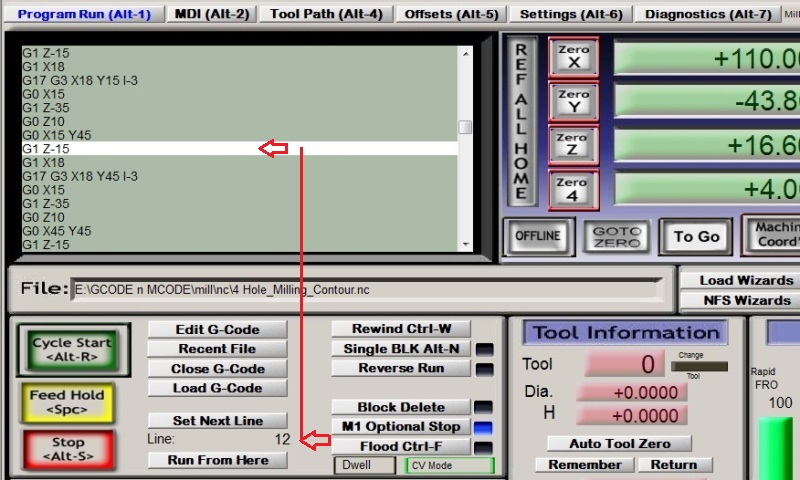
2) Nhấn Run From Here như hình dưới đây

3) Khi có thông báo, nhấn Cycle Start
4) Cần chọn Start Spindle nếu như trục chính chưa bật, và gõ vào Rapid Height giá trị mong muốn - thí dụ gõ vào 2 nếu muốn trục Z kết thúc chuyển động nhanh từ tọa độ Z=2 (tức là từ Z=2 đến Z=-15 dao sẽ di chuyển theo giá trị F). Để an toàn hơn, có thể chọn Prep at feedrate để chuyển động dao cắt từ tọa độ Z=10 sẽ theo tốc độ dịch chuyển dao F. Điều này giúp người vận hành dễ quan sát và xử lý tuy nhiên không hiệu quả vì tốn thời gian. Nhấn OK để bắt đầu quá trình gia công.