Chạy Mach3Mill lần đầu
Chắc chắn máy tính không kết nối với hệ thống điều khiển máy phay lúc này. Chạy Mach3Mill và bạn thấy nút Reset hiện màu đỏ và dòng thông báo trên Status “External EStop Requested”.
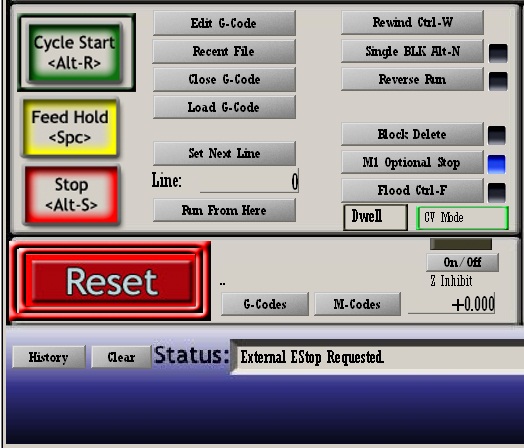
Mach3 External Stop Request
Đơn vị đo chiều dài
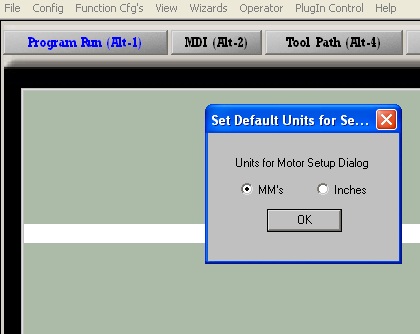
Bạn cần cài đặt đơn vị đo chiều dài dịch chuyển của bàn máy (trường hợp này là millimeter — mm). Chọn Config > Select Native Units xong nhấn OK sẽ thấy màn hình thông báo sau. Bạn chọn MM’s.
Kết nối Mach3 với thiết bị ngoại vi (qua cổng song song LPT)
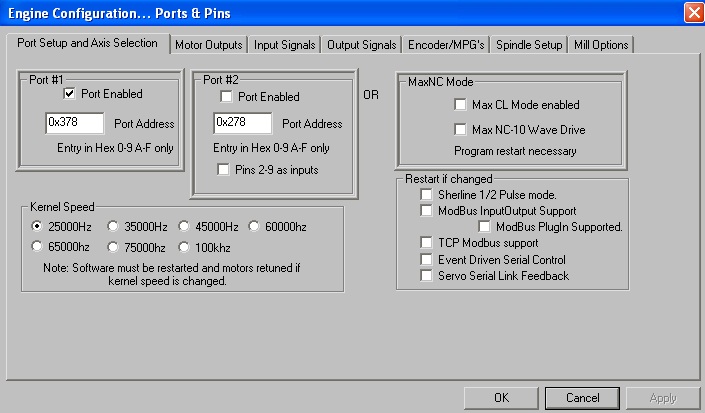
Chọn ConfigPorts and Pins để cài đặt cổng kết nối từ máy tính (cồng song song LPT). Lưu ý Port #1 được chọn (Port Enabled) và Port Address là 0x378 là địa chỉ cổng song song. Nếu nghi ngờ hoặc bạn sử dụng cạc tín hiệu điều khiển không qua cổng này (qua cổng USB chẳng hạn) bạn hãy xem hướng dẫn từ nhà cung cấp thiết bị.
Cài đặt tín hiệu động cơ bước, tín hiệu điều khiển tốc độ trục chính
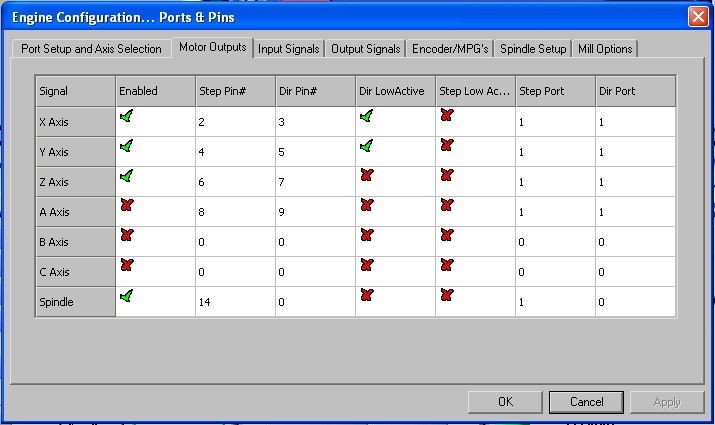
Gán chân tín hiệu ra của cổng song song và động cơ bước tương ứng trục X, Y, Z, A. Cần thiết phải tham khảo tới hướng dẫn của nhà sản xuất breakout board để có cài đặt chân pin đúng. Trong thí dụ dưới đây, trục X ở trạng thái cho phép hoạt động (Enabled), chân số 2 của cổng LPT điều khiển quay động cơ (Step pin#), chân số 3 của cổng LPT điều khiển chiều quay (Dir pin#), Step port và Dir port đều bằng 1 nghĩa là chân điều khiển 2 và 3 đều nằm trên Port 1 (vì có thể sử dụng cả Port 2 nhằm mục đích mở rộng số lượng đầu ra). Tín hiệu điều khiển tốc độ quay trục chính motor qua chân 14 (chi tiết xem phần "điều khiển tốc độ trục chính và chiều quay trục chính...)"
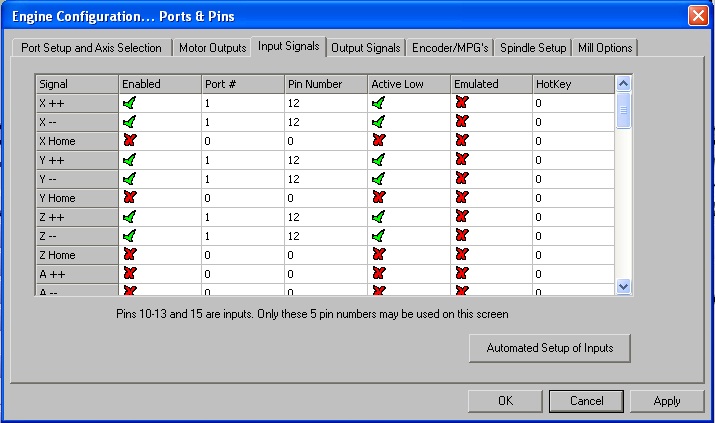
Cài đặt tín hiệu báo vị trí giới hạn chuyển động bàn máy X, Y và chiều cao Z
Phần Input Signals bạn xem thêm hướng dẫn cài đặt từ nhà cung cấp phần cứng breakout board. Đây là phần kết nối với các limit switch (công tắc hành trình) để kiểm tra vị trí di chuyển tới hạn của bàn máy (X, Y) và trục chính Z. Cách đấu dây thông thường là nối tiếp các chuyển mạch thường đóng, khi bàn máy chuyển động đến vị trí tới hạn chuyển mạch sẽ mở ra và mach3 sẽ dung cấp tín hiệu tơí motor trục chính và các động cơ bước.
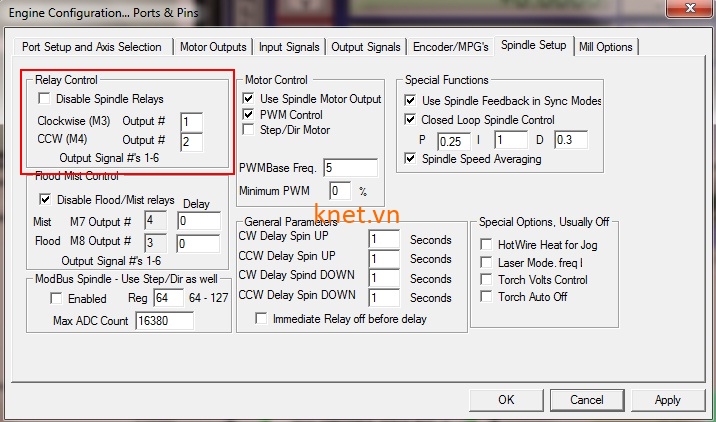
Các cài đặt khác: Bật và tắt mô tơ trục chính, đảo chiều quay, công tắc an toàn
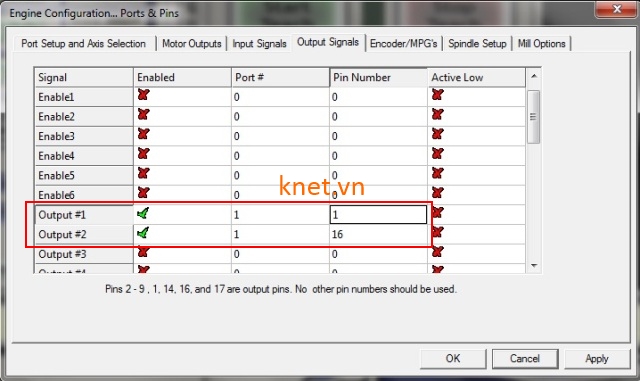
Kế tiếp cần phải cấu hình Output #1 và Output #2 với các chân tín hiệu ra (Output Signals). Trường hợp này ta chọn Pin 1 cho Output #1 và Pin 16 cho Output #2.
Nếu bo mạch của bạn chỉ có 1 rơle thì chỉ cần cấu hình cho một Output.
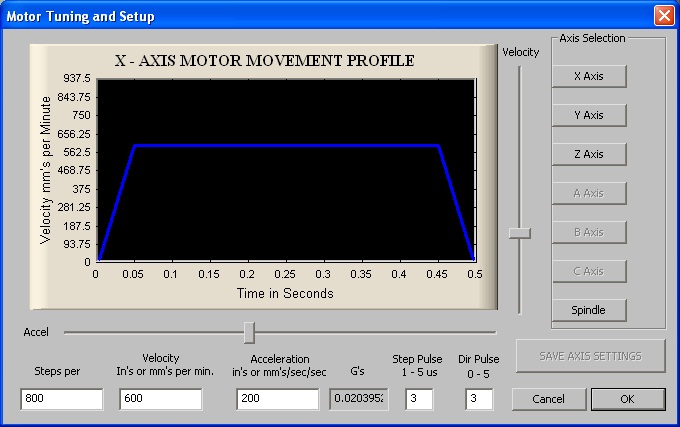
Mối liên hệ vòng quay động cơ bước và khoảng dịch chuyển bàn máy
Bước tiếp theo là thiết lập thông số giữa số vòng quay và khoảng dịch chuyển và Mach3. Chọn ConfigMotor Turning.
Công thức:
- Steps per = [200 steps x mirosteps]/d/n
- Steps per = Số bước Mach3 trên một đơn vị (mm)
- 200 steps = Số bước trên một vòng 360 độ, thông dụng nhất là 200 bước/vòng
- d= Là khoảng dịch chuyển thực tế của bàn máy khi trục vít quay được 1 vòng
- n= Là tỉ số truyền từ động cơ bước qua trục vít
Thí dụ:
- Với trục X ta có: Vi bước (microsteps) là 8; d=4mm và n=1/2
- Steps per = 200 x 8 /4/(1/2)= 200 x 8 /4 x 2 = 800
- Velocity là vận tốc chuyển động tối đa mong muốn (lưu ý vận tốc càng cao thì momen của động cơ bước càng thấp và khả năng động cơ bị trượt có thể xảy ra (loosing step).
- Acceleration là tốc độ thay đổi vận tốc lớn nhất (gia tốc).
- Sử dụng phím LEFT, RIGHT để test chuyển động của động cơ bước tương ứng với trục X.
- Tương tự cho trục Y ta sử dụng phím UP, DOWN và trục Z sử dụng phím PgUP, PgDN.